По сравнению с другими металлами, механическая обработка титана нуждается в более высоком требовании и выполняется в больших ограничениях. Сплавы из титана обладают некоторыми свойствами, которые способны значительно влиять как на процесс резания, так и на материал, который подвергается резанию. Если режим и инструмент выбраны правильно, а так же надежно закреплена заготовка, процесс металлообработки титана . будет высокоэффективным. Так же можно избежать многих проблем, которые часто возникают при обработке титана , просто нужно преодолеть влияние, которое оказывает титан на процесс металлообработки .
- Многие свойства, которые придают титану статус привлекательного материала для изготовления деталей, оказывают значительный эффект на его обрабатываемость, а именно:
- имеет более низкую упругость и легче подвергается упругости, в отличие от стали;
- высокая прочность по отношению к своему весу, причем его плотность составляет 60% плотности стали;
- низкая теплопроводность;
- более высокая стойкость к коррозии, чем нержавеющая сталь;
Все свойства перечисленные выше означают, что титан обладает высокими и концентрированными силами при его обработке. Это часто производит вибрацию при обработке и ведет к быстрому износу режущей детали. Кроме этого, титан плохо проводит тепло. Поэтому обработка титана требует от качества инструмента высокой стойкости.
Трудности механической обработки титана
Считается, что титан трудно поддается обработке, но это типично для современных станков, инструментов и методов обработки. Частично трудности в - это новая область, в которой пока еще не набрано хорошее количество опыта. Титан так же может казаться более трудным в обработке по сравнению с другими металлами, такими как: чугун или низколегированные стали. Механическую обработку титана , следует выполнять при других подачах и скоростях, нежели в сравнении с другими металлами, но все же он может быть довольно легок в обработке. Если деталь титана, жестко зажата на станке, в хорошем состоянии и оборудованным специальным шпинделем конусной формы ISO 50, с коротким вылетом инструмента – проблем возникать не должно, при условии что режущий инструмент выбран правильно.Но стабильные и идеальные условия не всегда присутствуют при фрезеровании. Кроме этого, многие детали из титана имеют сложную форму узкими, мелкими или глубокими и большими карманами, тонкими фасками и стенками. Для правильной и успешной обработки этих форм неизбежно потребуется инструмент более длинного размера, что быстрее может вести к деформации инструмента. Да и потенциальные проблемы с вибрации часто возникают при обработке металла.

Как бороться с вибрацией и теплом при механической обработке титана
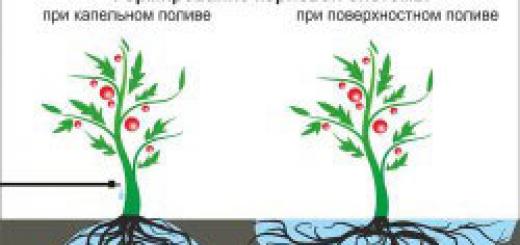
: Большинство станков оснащены шпинделями с ISO 40 конусом. Из-за интенсивной эксплуатации этих станков они не долго остаются в новом состоянии. Обработка титана , как правило, включает в себя контурную обработку, разрезание канавок или обработку кромок, а все эти операции способны приводить к вибрации. Поэтому необходимо принимать меры для ее предотвращения, по возможность повышение мощности закрепления детали. Главным способом решения данной проблемы, является многоступенчатое крепление заготовок, при котором заготовки располагают ближе к шпинделю, что позволяет ослабить вибрацию.Из-за того, что материал титана сохраняет прочность и твердость при высоких температурах, на режущую кромку воздействует большая нагрузка. При этом в месте резания вырабатывается большое количество тепла, а это опасность к деформации. Поэтому большое значение при обработке титана приобретает правильный выбор геометрия сменной пластинки и марка сплава. Решением этой проблемы является пластины с покрытием PVD, которые способны существенно повысить эффективность.
Необходимые условия для расчетов режима резания титана при обработке металла:
Точность торцевого и рационального биения инструментов очень важно при механической обработке титана . К примеру, если пластина неверно установлена в корпусе фрезы, это приведет к быстрому повреждению режущих кромок. Хотя предпочтение отдается геометрии с положительным передним углом, инструмент с немного отрицательным передним углом способен вести обработку при более высоких подачах, которые достигают 0.5 мм. на зуб. В таком случае, значительно важна надежность закрепления заготовки и жесткость станка.Минимальная применяемая подача при фрезеровании титана обычно составляет 0.1 мм. на зуб. Так же можно уменьшить вращения шпинделя в целях получения исходной скорости подачи. Неправильно выбранная частота вращения шпинделя может сократить стойкость на 90% при минимальной подачи на зуб.
Как только стабильные условия обеспечиваются, подачу и частоту вращения шпинделя можно увеличить для достижения оптимальной эффективности. Еще одним способ является уменьшение пластин из фрезы, либо выбор фрезы с наиболее меньшим количеством пластин.
Производство НПП РУСМЕТ обрабатывает цветной металл
позволяет резать титан, разрезать алюминий и его сплавы, орабатывать латунь, изготавливать из меди и других цветных металлов и их сплавов металлоизделия на станках с ЧПУ.
Важно знать, что , самый эффективный способ металлообработки
, заготовительного производства и
Основные особенности обработки резанием титановых сплавов следующие.
Малая пластичность, приближающая их по свойствам к высокопрочным материалам. Это видно из значений, характеризующих пластичность материалов. По этому параметру (способности к упрочнению) титановые сплавы резко отличаются от жаропрочных, имея примерно в два раза большие значения и значительно более низкие б и ф. Поэтому при обработке титановых сплавов вследствие их пониженной пластичности величина составляющей силы резания на 20% ниже, чем для сплавов на основе железа.
Малая пластичность титановых сплавов приводит к тому, что при их обработке образуется специфическая стружка, по внешнему виду похожая на сливную, имеющая трещины, которые разделяют ее на очень слабо деформированные элементы, прочно связанные между собой тонким и сильно деформированным контактным слоем. Образование такой формы стружки объясняется тем, что с ростом скорости резания пластическая деформация не успевает стружки у менее пластичных титановых сплавов или при обработке с большими подачами происходит при меньших скоростях резания. Так, при обработке титанового сплава ВТ2 элементная стружка образуется при меньших скоростях резания, чем при обработке сплава ВТ1.
Высокая химическая активность, выражающаяся при обработке резанием способностью титановых сплавов к активному взаимодействию с окружающей средой. Благодаря этому по мере увеличения температуры в зоне резания происходит сильное поглощение кислорода и азота воздуха, что способствует повышенному окислению. Это вызывает интенсивное окалино-образование и охрупчивание материала вследствие диффузии кислорода в обрабатываемый материал и его наводороживания. Поэтому при обработке резанием титановых сплавов выделяется относительно меньшее количество тепла, чем при обработке резанием жаропрочных сплавов.
 Вместе с тем титановые сплавы имеют еще более худшую теплопроводность, чем жаропрочные стали и сплавы; следствие этого при резании титана возникает в среднем в 2,2 раза большая температура, чем при обработке стали 45. Поэтому температура в зоне резания вследствие плохой теплопроводности титана продолжает оставаться высокой, вызывая тем самым структурные превращения и сильное взаимодействие с воздухом.
Вместе с тем титановые сплавы имеют еще более худшую теплопроводность, чем жаропрочные стали и сплавы; следствие этого при резании титана возникает в среднем в 2,2 раза большая температура, чем при обработке стали 45. Поэтому температура в зоне резания вследствие плохой теплопроводности титана продолжает оставаться высокой, вызывая тем самым структурные превращения и сильное взаимодействие с воздухом.
В результате пониженных пластических свойств титановых сплавов образование в процессе деформации опережающих макро протекать в основном объеме, концентрируясь в контактном слое, где возникают высокие давления и температуры. В связи с этим в отличие от обычных сталей у титановых сплавов меняется вид стружки с ростом скорости резания в обратном направлении: сливная стружка переходит в элементную. Это изменение формы и микротрещин занимает значительное место. Это объясняет также образование при резании титановых сплавов больших углов сдвига с малой усадкой стружки; как правило, коэффициент усадки ее по длине близок к единице. Это видно из значений коэффициента усадки различных марок титановых и твердых сплавов, а также зависимости продольной деформации стружки от скорости резания (б) и подачи. В ряде случаев в результате поглощения кислорода и азота воздуха при обработке титановых сплавов получается так называемая отрицательная усадка, т. е. длина образующейся стружки 1С больше пути резания. При обработке на тех же режимах резания, но в струе аргона, отрицательной усадки не наблюдается. Уменьшение усадки.стружки с ростом скорости резания объясняется также резким снижением сил трения стружки о переднюю поверхность режущей части резца. Титановые сплавы характеризуются высокими коэффициентами трения, что ограничивает их применение для подвижных соединений. Несмотря на это, в процессе резания на контактных поверхностях коэффициент трения снижается до 0,2-0,4. Это примерно в 1,5 раза меньше, чем для жаропрочной стали ЭИ787. Малая усадка стружки приводит к повышенной скорости скольжения ее по передней поверхности инструмента при тех же скоростях резания.
Рассмотренные выше особенности резания титановых сплавов и прежде всего высокая активность титана по отношению к кислороду и азоту воздуха резко снижает площадь контакта стружки с передней поверхностью инструмента; по сравнению с обработкой конструкционной стали той же твердости эта площадь снижается в 2-3 раза. Окисление контактного слоя стружки приводит к повышению ее твердости. Малая площадь контакта стружки, сочетаясь с достаточно высокой прочностью титановых сплавов, приводит к большим нормальным давлениям и при повышенной твердости стружки - к повышенному износу, а при малой теплопроводности титана - к высоким температурам, вызывающим явления схватывания и задиры. С другой стороны, активное воздействие внешней среды при обработке титана резанием вызывает интенсивное наростообразование.

Так же как и при обработке нержавеющих и жаропрочных материалов, титановые сплавы оказывают высокое абразивное воздействие на инструмент вследствие содержания в них высокотвердых включений в виде окислов нитридов и карбидов; титановые сплавы характеризуются и пониженной виброустойчивостью движения резания. При обработке титановых сплавов происходит увеличение составляющих силы резания при относительно небольшой. В отличие от жаропрочных титановые сплавы сильно снижают свою прочность при повышении температуры. Интенсивность уменьшения прочности превышает даже эти значения для сплавов на основе железа.
Обработка резанием по корке многих кованых, прессованных или литых заготовок из титановых или других видов труднообрабатываемых материалов вызывает дополнительное ухудшение обрабатываемости. Это обусловлено усиленным абразивным и ударным воздействием на рабочие поверхности инструмента неметаллических включений, окислов сульфидов-силикатов, а также многочисленных пор, образующихся в поверхностном слое при отливке или прессовании. Последнее еще более усиливается значительными поверхностными неровностями корки.
При определении оптимальных режимов резания титановых сплавов особое внимание следует уделять вопросам техники безопасности. Образование тонкой стружки, тем более пыли, в процессе стружкообразования приводит к ее легкому воспламенению с интенсивным горением. Титановая стружка, покрытая маслом, склонна к самовозгоранию. Пылеобразная стружка взрывоопасна и вредна для здоровья обслуживающего персонала. Учитывая изложенное, не следует допускать скоплений титановой стружки; при обработке резанием титановых сплавов не следует назначать подачи менее 6,08 мм/об, работать инструментом с износом более 0,8-1,0 мм, со скоростями резания более 100 мм/мин. При точении титанового сплава ВТ1 допускается большая скорость резания- до 150 м/мин.
Следует учитывать, что электрохимическая обрабатываемость.титановых сплавов сильно зависит от величины пульсации выпрямленного тока. Так, их обработка почти прекращается (за исключением использования электролита № 4) при использовании генераторов типа АТН 5000/2500, дающих сглаженную пульсацию. Наоборот, хорошие результаты дает пульсирующая форма тока, получаемая от трехфазного выпрямителя типа ВКГЮОА.
Технология профессиональной токарной обработки титана сопряжена с рядом трудностей. Они обусловлены изначальными свойствами материала, которые напрямую влияют на выбор режима работы и инструмента.
Трудности обработки титана
Титан — это легкий металл с серебристым оттенком. Помимо превосходной механической стойкости практически не подвержен ржавлению. Это связано с формированием пассивирующей оксидной пленки TiO2. Процесс разрушения происходит только в щелочных средах.
Перед обработкой титана следует ознакомиться с его свойствами. Главная проблема заключается в высоких прочностных характеристиках этого металла. До недавнего времени считалось, что невозможно выполнить эффективный процесс резания титана на обычном токарном станке. В большинстве случаев инструмент быстро изнашивался, а качество обработки оставляло желать лучшего.
Это напрямую связано со следующими факторами:
- высокий показатель вязкости. В процессе резания происходит значительное повышение температуры в узкой области. В результате этого происходит налипание частиц металла на фрезу или сверло;
- титановая пыль имеет свойство взрываться. Это же относится и к стружке. Поэтому во время обработки следует соблюдать все меры безопасности;
- минимальная мощность оборудования. Для оптимизации процессов рекомендовано применять комплексные обрабатывающие станки. Они выполняют одновременно несколько операций, тем самым уменьшая вероятность появления вышеописанных факторов. Однако это влечет за собой удорожание оборудования.
Кроме этого, следует учитывать низкую теплопроводность материала. Практически все марки металлов и абразивов растворяются в титане. Поэтому следует выбрать специальный режущий инструмент, а также предварительно рассчитать режим его применения.
После окончательного изготовления детали она должна пройти процесс высокотемпературного оксидирования. Заготовку нагревают, а затем она проходит процесс охлаждения на открытом воздухе, это повышает износоустойчивость.
Режимы токарной обработки титана

Токарная обработка изделий из титана выполняется с применением специальных режущих инструментов. Существуют три основных этапа работ: предварительный, промежуточный и окончательный.
Для выбора оптимального режима работы необходимо знать основные технические параметры обработки. Они зависят от угла расположения инструмента в плане (Kr), величины подачи (Fn) и скорости резания (Ve). Для контроля температурного нагрева можно изменять скорость вращения заготовки, толщину образовавшейся стружки и глубину резания.
- черновая – до 10 мм. Она применяется для удаления неравномерной корки на титане. С ее помощью происходит формирование кольца-свидетеля, которое отрезается для анализа состояния материала по всей глубине заготовки. Рекомендуемые параметры: Kr – 3-10 мм; Fn – 0,3-0,8 мм; Ve – 25 м/мин;
- промежуточная – от 0,5 до 4 мм. Этот этап необходим для подготовки детали к окончательному резанию. В процессе может изменяться глубина резания, материал не должен содержать корки. Обязательно необходимо оставить припуск 1 мм для окончательного этапа. Рекомендуемые параметры: Kr – 0,5-4 мм; Fn – 0,2-0,5 мм; Ve – 40-80 м/мин;
- окончательная – 0,2-0,5 мм. На этом этапе выполняется окончательное удаление припусков, происходит формирование детали. К нему предъявляются высокие требования. Во время его выполнения следует максимально точно рассчитать режимы: Kr – 0,25-0,5 мм; Fn – 0,1-0,4 мм; Ve – 80-120 м/мин.
При увеличении глубины резания необходимо снижать значение подачи. На криволинейных участках значение этого параметра может составить 50% от номинального.
Выбор инструмента для токарной обработки титановых сплавов

Важным моментом является правильный выбор токарного инструмента. Зачастую для этого применяют резцы со сменной режущей частью. Они могут иметь различную форму, которая определяет угол и степень обработки титана.
Выбор определенной модели резца зависит от текущего режима работы и характеристик оборудования. Но существуют общие рекомендации по форме и материалу изготовления режущего инструмента:
- предварительная. Применяются пластины квадратной или круглой формы (с большим диаметром). Рекомендуемый размер — iC19. В качестве материала изготовления лучше всего использовать сплав H13A без покрытия;
- промежуточная. Оптимальным вариантом являются круглые пластины. Для уменьшения теплового эффекта глубина вхождения резца не должна превышать 25% от диаметра инструмента. Используемые сплавы для изготовления — H13A (без покрытия) и GC1115 с PDV покрытием. Последний вариант позволит добиться оптимального соотношения точности и износоустойчивости инструмента;
- окончательная. Применяются пластины с шлифованными режущими кромками. Применяемые сплавы: H13A (без покрытия); GC1105 (PVD, с острыми кромками); CD10 (PCD).
Для выполнения последнего этапа необходим точный станок с функцией подачи охлажденной жидкости под высоким давлением. При формировании тонкостенных деталей снижается радиальная составляющая силы резания.
В видеоматериале даются практические советы по обработке титана:
Механическая обработка титана – это технологический процесс, в рамках которого заготовке придают желаемую форму, размер, а также чистоту поверхности. Данный металл очень прочный, отлично противостоит коррозии, имеет небольшую массу. Эти характеристики являются его важными преимуществами и определяют широкую сферу применения титановых сплавов и самого металла в чистом виде. Чаще всего он используется в качестве конструкционного материала в:
- ракетостроении;
- изготовлении авиационной техники;
- морском судостроении.
Вместе с тем, взаимодействовать с титаном достаточно сложно, это требует не только дорогостоящего высокомощного оборудования, но и профессионального подхода. Поэтому доверить выполнение сложных работ лучше опытным специалистам компании Профлазермет.
В своей работе мы используем передовые технологии, новейшие лазерные, шлифовальные станки, резаки и прочее мощное, точное оборудование, что гарантирует качество конечного результата.
Существует несколько видов механической обработки титана:
- резка;
- фрезеровка;
- шлифовка;
- сверление.
Каждая из указанных мехобработок имеет свои особенности и сложности, которые нужно учитывать при выполнении поставленных задач. Это не только выбор правильного оборудования, но также его корректная настройка, скорость выполнения каждой задачи и прочие параметры.
Резка титана: разновидности и особенности процесса
Резка металла – это самый популярный вид мехобработки материала, так как он позволяет получить заготовку нужного размера, а иногда и формы. Существует несколько видов резки данного металла, самые популярные из которых:
- гидроабразивная;
- лазерная;
- механическим воздействием.
Последний способ используется крайне редко, в основном, если заготовки имеют незначительную толщину. При этом процесс требует большого количества операций по постобработке и имеет множество противопоказаний. Поэтому в большинстве случаев резку титановых заготовок осуществляют с помощью лазерного оборудования или абразивов.
Суть гидроабразивной резки заключается в том, что под воздействием очень мощной струи воды, в которую заранее поместили твердые абразивные частицы, происходит раскройка металла. У методики множество преимуществ:
- возможность получать заготовки любой сложности;
- высокая скорость обработки металла;
- рез получается чистый, качественный, при этом не требуется нагрев материала;
- минимум отходов;
- возможна работа с титановыми заготовками большой толщины.
Но гидроабразивная резка достаточно дорогостоящая процедура, в этом заключается ее единственный недостаток.
Лазерная резка титановых листов и заготовок предусматривает использование лазерного луча высокой мощности, который, благодаря очень высоким температурам, продвигает металл. При этом во время процесса температурное воздействие оказывается только на место разреза, но не на сам металл в целом, благодаря чему заготовка не деформируется. В итоге, разрез получается идеально ровным, с точностью реза до 0,05 мм, дополнительная обработка не требуется. Во время раскройки остается минимум отходов, и скорость процесса достаточно высокая. Метод отличается не только высоким качеством, но и надежностью – при лазерной резке не бывает брака, к тому же благодаря компьютерной программе можно рассчитать самый оптимальный вариант расклада.
Фрезерование титановых изделий: особенности обработки
Фрезеровка – это процесс воздействия на металл специальными инструментами – фрезами – с целью придать заготовке желаемую форму. При этом, используя профессиональное оборудование, можно добиться высокой точности исполнения, изготовить большое количество идеально точных одинаковых элементов.
Чтобы фрезеровка титановых изделий была качественной, рекомендуется придерживаться некоторых советов:
- Сохраняйте небольшую площадь контакта. Одна из особенностей данного металла – плохая теплопроводность. Во время работы с данным металлом основной процент тепла передается на рабочий инструмент.
- Используйте фрезы с большим количеством зубьев (в идеале – десять и более). Это позволит устранить необходимость снижения подачи на зуб, и увеличит производительность.
- При фрезировке формируйте стружку по принципу «от толстой к тонкой», т.е. начинайте работу на максимальной толщине среза, постепенно доводя к минимальной. Таким образом толстая стружка на входе будет поглощать образовавшиеся тепло, а тонкая стружка на выходе не будет налипать.
- Выполняйте резание по дуге. Это не только увеличит срок службы инструмента, но и предотвратит резку рывками, обеспечит постепенное увеличение силы резания.
- На каждом выходе инструмента из материала снимайте 45-градусную фаску. Это позволит снизить резкость перехода и избежать повреждения поверхности заготовок.
- Отдавайте предпочтение фрезам, у которых большой вспомогательный задний угол. Таким образом, первая область кромки будет принимать на себя нагрузку а следующая увеличит зазор. В результате увеличивается и производительность, и срок службы инструмента.
- Пользуйтесь инструментом меньшего диаметра чем паз. При фрезеровке титановых изделий поглощается большое количество тепла. Для охлаждения фреза требуется пространство. В идеале, диаметр фрезы не должен превышать 70% диаметра будущего паза.
Сверление
Сверление – это разновидность мехобработки материала, при котором, используя специальный вращающийся режущий инструмент, получают отверстия разного диаметра. При сверлении титана мелкая стружка постоянно налипает на рабочую поверхность инструмента, что причиняет массу неудобств в работе. Для того, чтобы не допустить поломку инструмента, отводящие каналы сверла нужно постоянно и своевременно очищать. При этом рекомендуется использовать сверла из твердых, прочных материалов.
Шлифовка
Шлифовка относится к чистовому виду механической обработки титана. В ходе процесса с поверхности детали или заготовки снимается тонкий слой металла, для чего используются абразивные вещества. Для титановых изделий это особенно важно ввиду специфических свойств самого материала, а также титановых сплавов. На их поверхности часто образуются различные дефекты. Кроме того, на титановых сплавах часто появляются прижоги. Все это сказывается на усталостных характеристиках готовых изделий, снижает их качество.
Чтобы минимизировать риск отрицательного результата, шлифовку титановых изделий и заготовок осуществляют на низких оборотах станка, используя при этом специальные режимы. Как вариант, повысить прочность готового изделия можно с помощью пластического деформирования. После шлифования заготовку обязательно проверяют на наличие любых дефектов, включая прижоги.
На последнем этапе шлифования также можно использовать кремниевые круги или непрерывные абразивные ленты, которые сделают металлическую поверхность идеально ровной и гладкой.
Основные проблемы, которые могут возникнуть при механической обработке титана
Механическая обработка титана – сложный, технологический процесс. Основные проблемы, с которыми может столкнуться исполнитель – это низкая теплопроводность металла, а также его высокая склонность к налипанию и задиранию. Поэтому с целью минимизации неудобств во время мехобработки титановых заготовок рекомендуется использовать охлаждающие жидкости.
Еще одна проблема, с которой часто сталкиваются во время механообработки, это вибрации. Для того, чтобы ее предотвратить, рекомендуется повышать жесткость закрепления деталей. Например, хорошо зарекомендовало себя многоступенчатое крепление, при этом заготовки следует расположить максимально близко к шпинделю. Это также частично снизит вибрацию.
Существенная опасность деформационного упрочнения готовых деталей может возникнуть из-за большого выброса тепла в зоне резания. Титановые сплавы, как и сам металл в чистом виде, сохраняет прекрасные показатели прочности и твердости даже в условиях высокой температуры, в результате чего рабочий инструмент подвергается мощному воздействию и невероятной нагрузке. Для успешной работы и высокой эффективности рекомендуется использовать только качественное оборудование популярных производителей.
Немаловажен и выбор правильного режима работы, а также корректная настройка рабочих инструментов. К примеру, если в корпус фрезы неправильно установить пластины, все режущие кромки могут достаточно быстро выйти из строя.
Компания Профлазермет предлагает доступные цены на механическую обработку титана и прочих металлов современными способами. Каждому своему клиенту мы гарантируем:
- помощь при составлении технического задания, индивидуальную разработку чертежей;
- кратчайшие сроки выполнения заказов;
- профессиональный подход к каждому заказу;
- гарантию на все выполненные работы.
Резка и мех.обработка
Титан и его сплавы плохо обрабатываются резанием, что обусловлено рядом физико-механических свойств титана. Титановые сплавы отличаются высоким отношением предела текучести к временному сопротивлению разрыва. Это соотношение составляет для титановых сплавов 0,85-0,95, в то время как для сталей оно равно 0,65-0,75. В итоге при механической обработке титановых сплавов возникают большие удельные усилия, что приводит к высоким температурам в зоне резания, обусловленным низкой тепло- и температуропроводностью титана и его сплавов, затрудняющей отвод тепла из зоны резания. Из-за сильной адгезии и высоких температур титан налипает на режущий инструмент, что вызывает значительные силы трения. Налипание и приваривание титана на контактируемые поверхности режущего инструмента приводят также к изменению его геометрических параметров. Отклонение геометрических параметров режущего инструмента от оптимальных их значений приводит к дальнейшему повышению усилий обработки и температуры в зоне резания и износа инструмента. Температура в зоне резания наиболее сильно повышается с увеличением скорости резания, в меньшей степени - с увеличением подачи. Глубина резания по сравнению со скоростью и подачей оказывает еще меньшее влияние.
Трудоемкость механической обработки титановых сплавов в 3-4 раза больше, чем для углеродистых сталей, и в 5-7 раз выше, чем для алюминиевых сплавов.
По данным ММПП "Салют", коэффициент относительной обрабатываемости по отношению к стали 45 составляет 0,35-0,48 для титана и сплавов ВТ5 и ВТ5-1 и 0,22-0,26 для сплавов ВТ6, ВТ20 и ВТ22. При механической обработке титановых сплавов рекомендуются малые скорости резания при небольших подачах с обильной подачей охлаждающей жидкости. Для обработки титановых сплавов резанием применяют режущий инструмент из более износостойких быстрорежущих сталей, чем для обработки сталей, отдавая предпочтение твердым сплавам. Однако даже при соблюдении всех описанных мероприятий режимы резания, особенно скорости, должны быть снижены по сравнению с обработкой сталей в 3-4 раза для обеспечения приемлемой стойкости инструмента, особенно при обработке на станках с ЧПУ.
Усилия резания и температуры в зоне резания могут быть существенно снижены механоводородной обработкой, включающей в себя наводороживание, механическую обработку и вакуумный отжиг. Легирование титановых сплавов водородом приводит к значительному снижению температур в зоне резания, уменьшению сил резания, повышению стойкости твердосплавного инструмента в 2-10 раз в зависимости от режимов резания и природы сплава. Этот позволяет повысить скорость резания в 1,5-2 раза при сохранении других параметров резания или применять более высокие подачи и глубины резания, не меняя скорости резания.
При высоких температурах, которые развиваются в зоне резания, титановая стружка и обрабатываемая деталь окисляются. Окисление стружки создает проблемы, связанные с её очисткой при вовлечении отходов в плавку и других способах её утилизации. Окисление поверхности обрабатываемых деталей в недопустимой степени может привести к снижению эксплуатационных характеристик.
При изготовлении деталей и конструкций из титановых сплавов применяют все виды механической обработки: точение, фрезерование, сверление, шлифование, полирование.
Важной особенностью механической обработки деталей из титановых сплавов является необходимость обеспечения ресурсных, в особенности усталостных, характеристик, которые в решающей степени обусловлены качеством поверхностного слоя, образующегося после обработки резанием. Вследствие низкой теплопроводности и высокой химической активности обрабатываемого материала применение шлифования как процесса финишной обработки для титановых сплавов ограничено. При шлифовании титановых сплавов легко образуются прижоги, которые существенно снижают усталостную прочность. Кроме того, при шлифовании в поверхностном слое возникают остаточные напряжения растяжения и дефектные структуры, также снижающие усталостную прочность. Поэтому шлифование, если оно используется при обработке деталей из титановых сплавов, должно проводиться при пониженных скоростях и по возможности заменяться лезвийной обработкой либо низкоскоростными методами абразивной обработки, такими, например, как хонингование. Если же применяется шлифование, оно должно выполняться при строго регламентированных режимах с последующим контролем на отсутствие прижогов и сопровождаться упрочнением поверхностным пластическим деформированием (ППД).
Из-за больших усилий резания для механической обработки титана и его сплавов применяют, в основном, станки крупных моделей (ФП-7, ФП-9, ФП-27, ВФЗ-М8 и др.). Наиболее трудоемким процессом при изготовлении деталей является фрезерование. Особенно большие объемы фрезерных работ приходятся на изготовление силовых деталей каркаса самолета: шпангоуты, траверсы, лонжероны, нервюры, балки.
При разработке и внедрении технологии механической обработки деталей из титановых сплавов достаточно широко используются малооперационные технологические процессы за счет совмещения нескольких операций в одну при выполнении её на одно- и многоинструментальном оборудовании. Эти технологические операции наиболее целесообразно выполнять на многооперационных станках (обрабатывающих центрах). Так, например, силовые детали из штамповок изготавливают на станках ФП-27С, ФП-17СМН, МА-655А; детали типа "корпус", "колонка", "кронштейн" из штамповки и фасонной отливки - на станках МА-655А, Me-12-250, "Горизон", панели из листа - на станке ВФЗ-М8. На этих станках при обработке многих деталей реализуется принцип "максимальной" законченности обработки в одной операции, что достигается установкой на стол станка одновременно нескольких различных приспособлений с последовательной обработкой детали с двух и более сторон по одной программе.
Фрезерование переменных малок при изготовлении деталей типа "нервюра", "балка", "траверса" осуществляется несколькими методами:
1) на универсально-фрезерных станках с помощью специальных механических или гидравлических копиров;
2) на гидравлических копирно-фрезерных станках по копирам;
3) на трехкоординатных станках с ЧПУ:
- специальными сборными фрезами с изменяемым в процессе обработки углом;
- фасонными выпуклыми и вогнутыми радиационного профиля фрезами;
- концевыми фрезами с приведением к цилиндрической поверхности путем наклона детали к плоскости стола под определенным углом;
4) на многокоординатных станках с ЧПУ типа ФП-14, ФП-11, МА-655С5.
Для механической обработки авиационных материалов в нашей стране разработан ряд станков, соответствующих лучшим мировым образцам, а иногда и не имеющих аналогов в мировой практике:
- продольно-фрезерный трехкоординатный трехшпиндельный станок ВФ-33 с ЧПУ, предназначенный для одновременной обработки тремя шпинделями монорельсов, панелей, балок, нервюр и других деталей легких и тяжелых самолетов;
- продольно-фрезерный четырехкоординатный трехшпиндельный станок 2ФП-242В с двумя подвижными порталами и ЧПУ, предназначенный для обработки крупногабаритных панелей и лонжеронов переменной малкой для широкофюзеляжных и тяжелых самолетов;
- горизонтально-фрезерно-расточный пятнадцати координатный с ЧПУ станок ФРС-1 с подвижной колонной; он предназначен для обработки стыковых поверхностей крыла и центроплана широкофюзеляжных самолетов;
- гибкий производственный модуль СГПМ-320, включающий в себя токарный станок с ЧПУ АТ-320 с магазином на 13 инструментов и автоматический манипулятор установки и съема детали, управляемые от ЧПУ;
- гибкий производственный комплекс АЛК-250, предназначенный для изготовления прецизионных корпусных деталей гидроагрегатов.
Для обеспечения оптимальных условий резания и высокого качества поверхности деталей следует строго соблюдать геометрические параметры инструмента из быстрорежущих сталей и твердых сплавов.
Точение кованых заготовок осуществляется резцами с пластинками из твердого сплава ВК8. При обработке по газонасыщенной корке рекомендуют следующие геометрические параметры резцов: передний угол γ=0°; задний угол α = 12°; главный угол в плане φ1 = 45°, вспомогательный угол в плане φ = 14°. Режимы резания: скорость резания v = 25 - 35 м/мин, подача s = 0,5 - 0,8 мм/об, глубина резания t не менее 2 мм.
При чистовом и получистовом непрерывном точении применяют инструмент из твердых сплавов ВК4, ВК6, ВКбм, ВК8 и др. при подаче s = 0,1 - 1,0 мм/об, скорости резания v = 40 - 100 мм/мин и глубине резания t = 1 - 10 мм. Возможно также применение инструмента из быстрорежущей стали (Р9К5, Р6М5К5, Р9М4К8). Рекомендуемые геометрические параметры резцов из быстрорежущей стали: задний угол α = 10°, φ = 15°, радиус при вершине r = 1 мм. Режимы резания при точении титана v = 24 - 30 м/мин, s t = 0,5 - 3 мм.
Фрезерование титана и его сплавов затруднено из-за налипания титана на зубья фрезы и их выкрашивания. Для рабочих частей фрез применяют твердые сплавы ВК4, ВК6М, ВК8 и быстрорежущие стали Р8МЗК6С, Р9К5, Р9К10, Р6М5К5, Р9М4К8. При фрезеровании титана фрезами с пластинками из сплаваВК6М рекомендуют следующие режимы резания: s = 0,08 - 0,12 мм/зуб, v = 80 - 100 м/мин, t = 2 - 4 мм.
Сверление титана и его сплавов также осуществляется с трудом из-за налипания стружки титана на рабочие поверхности инструмента и ее скопления в отводящих канавках сверла, что приводит к сильному повышению сопротивления резания и быстрому износу сверл. Поэтому при сверлении глубоких отверстий необходимо периодически выводить инструмент для очистки его от стружки. Для сверления применяют инструмент из быстрорежущих сталей Р9К5, Р9К10, Р18Ф2, Р9Ф5, Р6М5К5, Р9М4К8, Р12Ф2К8МЗ и твердого сплава ВК8. Рекомендуемые геометрические параметры сверл: φ = 0 - 3°, α = 12 - 15°, 2φ = 120 - 130°, 2φ0 = 70 - 80°, угол наклона спиральной канавки 25-30°.
Для увеличения производительности механической обработки титановых сплавов резанием и повышения стойкости режущего инструмента применяют галлоидосодержащие смазывающе-охлаждающие жидкости типа РЗ СОЖ-8. Охлаждение обрабатываемых деталей осуществляют методом обильного полива. Использование галлоидосодержащих жидкостей при механической обработке приводит к образованию на поверхности титановых деталей солевой корки, которая при повышенных температурах и одновременном действии напряжений вызывает солевую коррозию. Поэтому детали, обрабатываемые с применением РЗ СОЖ-8, после механической обработки подвергают облагораживающему травлению со снятием поверхностного слоя толщиной 0,005-0,010 мм. При сборочных и механосборочных операциях не допускают применения РЗ СОЖ-8.
Обрабатываемость титановых сплавов резанием существенно зависит от их химического и фазового состава, типа и параметров микроструктуры. Наиболее трудно обрабатываются резанием титановые полуфабрикаты и детали с грубой пластинчатой структурой. Такую структуру имеют, в частности, фасонные отливки. Кроме того, фасонное литье из титана и его сплавов имеет на поверхности газонасыщенную корку, которая сильно изнашивает инструмент.
Шлифование титановых деталей связано с определенными трудностями, что обусловлено высокой склонностью к контактному схватыванию при трении. Относительно тонкая оксидная пленка на титане легко разрушается при трении под воздействием высоких удельных нагрузок в точках контакта из-за более высокой пластичности титана по сравнению с оксидной пленкой. При трении в точках контакта двух поверхностей происходит активный перенос обрабатываемого материала на инструмент - "схватывание". Этому способствуют и другие свойства титана: повышенная упругая деформация из-за сравнительно низкого модуля упругости, более низкая теплопроводность. Благодаря выделению теплоты трущаяся поверхность обогащается газами из окружающей среды и происходит образование оксидных пленок, что повышает прочность поверхностного слоя.
При обработке титановых сплавов применяют шлифование абразивными кругами и ленточное шлифование. Для титановых сплавов наибольшее распространение в промышленности получили абразивные круги из зеленого карбида кремния, обладающего большими твердостью и хрупкостью, стабильностью физико-механических свойств и более высокой абразивной способностью, чем черный карбид кремния.
Основным способом окончательной обработки сложных криволинейных поверхностей деталей из титановых сплавов является ленточное шлифование. К преимуществам применения абразивных лент при формообразовании сложных фасонных поверхностей относится возможность обработки с линейным или поверхностным контактом между инструментом и обрабатываемой поверхностью, что значительно сокращает число формообразующих движений станка.
Обработку деталей с линейным контактом осуществляют методом обкатки. При обработке деталей методом обкатки форма инструмента сопряжена с формой обрабатываемой поверхности детали. Формообразование обрабатываемой поверхности происходит путем обкатки детали по заданной траектории вокруг.
Шлифование методом обкатки, например лопаток компрессора ГТД, производят абразивными кругами (сопряженное шлифование) или широкой абразивной лентой на станках ХШ-185, ХШ-186, MB-885, 381ЗД. При соответствующем подборе ширины ленты одновременно шлифуется вся обрабатываемая поверхность с одной стороны. Этот метод отличается высокой производительностью, и его широко применяют в промышленности при шлифовании деталей небольших размеров. Для лопаток с длиной пера более 120 мм наиболее рациональным является строчечный метод обработки узкой абразивной лентой, позволяющий достигать большой точности. Строчечный метод шлифования применяется в станках 4ШСЛ-7, ЛШ-1, ЛШ1А, ЛШ2. Обработку на них производят продольными строчками, причем направление подачи детали перпендикулярно плоскости перемещения абразивной ленты.
Продольная подача детали s осуществляется за счет возвратно-поступательного перемещения стола станка. Дискретное вращение заготовки вокруг оси обеспечивает круговую подачу s
. При обработке на станке ЛШ-1 устанавливается определенная сила контактного давления Р между обрабатываемой заготовкой и абразивной лентой, которая регулируется компенсирующими пружинами.
Сложной операцией является шлифование пересекающихся поверхностей деталей, сопряженных по радиусу (например, поверхностей прикомлевых участков лопаток компрессора), которое выполняют методами обкатки и копирования. При формообразовании поверхностей методом копирования рабочие поверхности контактного копира должны быть эквидистантны на толщину абразивной ленты обрабатываемым поверхностям. Ширина ленты может превышать ширину обрабатываемой поверхности или составлять часть ее. В последнем случае формообразование радиусных участков производится поперечным движением лент относительно детали. В промышленности по этому принципу работает много станков: ЗЛШ-5 (ЗЛШ-52), ЗЛШ-9 (ЗЛШ-91) и др. Обрабатываемая деталь подается по нормали к поверхности на врезание под действием силы 50-100 Н к контактному копиру, который огибает абразивная бесконечная лента. Сила натяжения ленты составляет 10-30 Н на 10 мм ширины ленты. При обработке поверхностей с малым радиусом сопряжений стойкость лент существенно уменьшается.
До последнего времени полагали, что шлифовать титановые сплавы алмазными кругами неэффективно из-за химического сродства титана и углерода, что приводит к сильному изнашиванию режущих кромок алмазных зерен и последующему засаливанию поверхности инструмента. К тому же при алмазном шлифовании в поверхностном слое формируются остаточные растягивающие напряжения. К настоящему времени удалось создать алмазные круги на специальных металлических связках, которые синхронизировали процесс сглаживания режущих кромок зерен с их выкрашиванием из связки и обновлением рабочей поверхности инструмента, т.е. обеспечили самозатачивание алмазного круга. Алмазное шлифование успешно применяется на ММПП "Салют" при шлифовании пера лопаток компрессора.
Разновидностью алмазного шлифования является обработка детали с наложением постоянного тока. Шлифование осуществляют в электролите, при этом алмазный круг служит анодом. Анодное растворение связки круга и титана на поверхности круга позволяет поддерживать постоянные режущие свойства круга. Электрохимическое алмазное шлифование, как правило, формирует в поверхностном слое обрабатываемой детали благоприятные сжимающие напряжения.